The viscosity of a liquid (see Viscosity) is measured using a viscometer, and the best viscometers are those which are able to create and control simple flow fields. The most widely measured viscosity is the shear viscosity, and here we will concentrate on its measurement, although it should be noted that various extensional viscosities can also be defined and attempts can be made to measure them, although this is not easy.
Most modern viscometers are computer- or microprocessor-controlled and perform automatic calculations based on the particular geometry being used. We do not therefore need to go into a great deal of discussion of calculation procedures, rather we will concentrate on general issues and artifacts that intrude into measurements. Any other necessary details can be found in chapter Coles (1965).
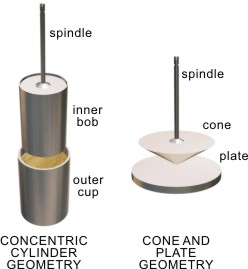
The basic components of a viscometer are a suitable simple geometry in or through which a liquid can flow; some means of generating flow, either by the imposition of a velocity on a rotating member or of pressure or a couple and finally a means of measuring the response, either as stress or velocity. These include situations where:
the shear rate same everywhere, see Figure 1:
narrow-gap concentric cylinder (including double-gap geometry)
small-angled cone and plate
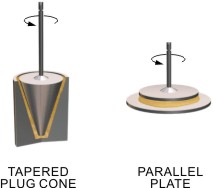
there is a linear variation in shear rate or shear stress, see Figure 2:
parallel plate
capillary or tube (straight or U-shaped)
slit
where the shear stress is inversely proportional to distance, wide-gap concentric cylinder (including single cylinder)
others inverse cone etc.
Viscometers are either stress- or strain-controlled, see Figure 3 for the typical set-up of these two types of viscometers. For instance, concentric cylinders are either driven at a given rotation rate and the torque (sometimes called the couple) measured, or else a torque applied and the speed measured. In geometries with through-flow such as a capillary tube, the flow can be pressure driven and the ensuing flow measured, or else a flow rate can be established, and the pressure drop down the tube measured.

Figure 3. Schematic representation of the layout of typical controlled-stress and controlled-strain viscometers.
A number of supposedly simple geometries are used to measure viscosity, but although the geometry seems simple, the flow field is not. The best example of this is the flow cup, where liquids runs out from a cup through a given nozzle under the action of gravity. In this case we have shear and extensional flow, plus inertia and time effects present simultaneously, and it is virtually impossible to extract only the shear viscosity as a function of shear stress which is of interest.
In all geometries inertia effects can be important. These manifest themselves in a number of ways depending on the particular geometry. For instance, in circularly symmetric geometries such as the cone and plate, parallel plate and concentric cylinders, it is possible to set up vortex-like secondary flows that absorb extra energy compared with the primary flow and hence display a higher-than-expected viscosity if not taken into account (see below).
Other artifacts can also be present, see Figure 4. Even when end effects are eliminated in a well-made viscometer, there can still be wall effects giving real or apparent slip effects. This usually gives a lower-than-expected viscosity (see below). These can be overcome by roughening the surface of the viscometer geometries in contact with the liquid being measured. A roughening of >10 μm is usually needed, see Figure 5 for some examples of surface profiling.

Viscometers require careful calibration. This can either be done in a primary way by for instance, a careful measurement of the geometry, and calibration of flow rate, pressure or speed gauges, or as is usually done in a secondary manner using a standardized Newtonian liquid—these are available from viscometer manufactures, and have been themselves calibrated and certified as being a given viscosity from national standards.
As most commercial viscometers are electromechanical in nature, one often encounters zero errors in their operation. With all the various sources of error taken into account, it is not possible to make viscosity measurements on commercial viscometers to an accuracy of better than 2%.
Most non-Newtonian liquids have a flow curve as shown in Figure 6. The only exceptions are those where we see an increase instead of the usual decrease in viscosity at higher shear rates. These increases are due to structural rearrangement in the microstructure of the liquids concerned, with such behavior seen in detergent solutions, polymer solutions, and most commonly in concentrated suspensions where it was seen first and was called dilatancy, although shear thickening is the best description, following the normal description of the decrease in viscosity with shear rate as shear thinning.

Figure 6. The normal form of the flow curve of non-Newtonian liquids, when measured over a wide enough shear-rate range. Typical shear-thickening behavior is also shown.
The lower plateau is sometimes impossible to measure using a simple viscometer, and often using a limited range of investigation, workers have introduced the concept of a yield stress. This is still a useful concept for measurements made over a limit range, and the curve can be described as such mathematically, but it should be remembered that there is always a finite and constant viscosity at low enough stresses.
Other departures from this simple curve are due to various artifacts, as now described.
As well as measuring the viscosity of a liquid, viscometers measuring very low viscosities (usually <10 mPas) can incite inertially driven secondary flows, which give the appearance of an increase in viscosity. Figure 4 shows the effect on the flow curve. The concentric cylinder is particularly subject to this problem, being the most frequently used for measuring low viscosity liquids when a defined shear rate is needed for non-Newtonian liquids. The onset of this form of secondary flow is seen in this geometry when the inner cylinder is rotated, and is governed by the so-called Taylor Number, Tc, and is given by:

where
R1 = is the inner radius
R2 = is the outer radius
ρ = is the fluid density
Ω = is the rotation speed in radians per second, and
η = is the fluid viscosity.
The value of Tc for small gaps is 1700, but varies with gap as:

so that for a relatively large gap viscometer, for instance, with the ratio of radii at 1.25, the critical Taylor Number increases to 1913. This steady secondary flow becomes wavy at a critical value some 50% higher, and at higher speeds becomes completely turbulent [D. Coles (1965)]. (See also Taylor Instability.)
When the outer cylinder is rotated and the inner is stationery, there is a sharp and catastrophic transition from laminar to turbulent flow, without the vortex stage, however, this occurs at a Reynolds Number of 15,000, where the Reynolds number is defined as: Re = (R2 − R1)R2Ωρ/η. In practice therefore, this is rarely seen in commercial viscometers, which seldom rotate the outer cylinder as a means of generating flow. Other geometries give similar effects, however they are not so often used for low viscosity liquids where the effect is most marked. In all cases, the inertial effect imposes a maximum useable shear rate in the particular geometry.
Turbulence also becomes a problem in capillary or pipe flows. Here the transition from laminar to chaotic flow takes place at a Reynolds number around 1000, where the Reynolds Number is given by RVρ/η, where R is the radius and V is the average velocity.
When very low viscosity liquids have to be measured, it is often desirable to use a double concentric cylinder arrangement, see Figure 7.

The viscosity of gases is best measured in long, small bone tubes applying the appropriate pressure drop relationship for Newtonian fluids.
REFERENCES
Coles, D. (1965), Transition in circular Couette flow, J. of Fluid Mechanics, 21, 391.
References
- Coles, D. (1965), Transition in circular Couette flow, J. of Fluid Mechanics, 21, 391. DOI: 10.1017/S0022112065000241